轴承的失效分析
1.热处理工序
控制项目 |
后工序影响及表现 |
FMEA严重度 |
回火硬度 |
A.硬度不足:喷砂或抛丸沙粒痕迹明显,沟磨、内径、超精时端面划伤,超精时沟道发白、无丝路(≤58HRC时,开始出现); B.硬度太高:超精时沟道发暗亮、无丝路,可能有拖尾产生(≥63.5HRC时,开始出现) |
8 A |
脱碳层 |
A.脱碳层过大:喷砂或抛丸沙粒痕迹明显,超精时沟道发白、无丝路,金相检查可以测出脱碳层厚度。 |
8 |
金 相 |
A.对下工序影响未有明显表现,但对轴承成品寿命影响较大。 |
7 A |
变形量 |
A. 椭圆度变形量大:无心工序椭圆度差,大沟工序沟边块状黑皮; B. 锥度变形量大:无心工序锥度差,若椭圆度同时较大,可能会产生四菱形 |
5 |
2.喷砂、抛丸工序
控制项目 |
后工序影响及表现 |
FMEA严重度 |
外 观 |
A.倒角、防尘槽、沟道发黑,带有大量淬火油; B.影响产品清洁度及客户抱怨。 |
/ |
清洁度 |
A.当喷砂沙粒卡在6200/02等套圈防尘槽中,轴承运转时可能会产生卡死; B.当抛丸时,钢丸未清洗干净,沟磨激磁将钢丸吸附,将造成磨沟工序撞车。 |
/ |
3.端面磨工序技术要求
控制项目 |
后工序影响及表现 |
FMEA严重度 |
尺 寸 |
A.尺寸偏大或偏小及尺寸离散:影响磨沟沟位及超精丝路 |
4 |
平行差 |
A.平行差大:影响磨沟侧摆(sia及sea)内径垂直差(sd)及超精丝路 |
5 |
对称度 |
A.对称度过大:磨沟黑皮(特别是大圈),脱碳层不能去除(大于8丝,2只以上,可以判为不合格) |
5 |
外 观 |
外观是平行差和对称度不良的表征。 A.端面一边亮,一边白肯定会导致对称度不好。在端面磨削过程中,套圈余量在端面发白一边去除,发亮一边仅给予了光整。若毛坯端面车加工粗糙时,该种状态套圈靠近发亮端可能会有车刀丝残留; B.端面目视可见不均匀纹路将可能导致双面平行差,端面倒角处由于上下料、铁箱盛装等不规范操作导致有轻微碰伤处,将导致单面平行差。 |
/ |
4.外圆精磨工序
控制项目 |
后工序影响及表现 |
FMEA严重度 |
尺 寸 |
A.尺寸偏大:外沟磨尺寸报废; B.尺寸偏小:外沟磨尺寸浅; C.尺寸离散:沟磨尺寸不稳。抽检控制时请注意温差对尺寸的影响。 |
4 |
圆 度 |
A.圆度大:影响外沟磨、超精圆度;细磨工序修复困难;影响装配游隙的配档及振动低频。 |
4 |
锥 度 |
A. 细磨修复困难。 |
3 |
外 观 |
A.吃刀:细磨修复困难,外沟磨、超精圆度报废; B.磕碰伤:由于上下料等的非规范操作将产生端面、外圆的磕碰伤,可能会造成单面端面平行差,外圆圆度奇怪,细磨无法修复等。 |
/ |
5.外圆超精研工序
控制项目 |
后工序影响及表现 |
FMEA严重度 |
超精深度 |
A.超精深度不足: 圆度、粗糙度无法修复; B.超精深度太深:外圆尺寸责废; C.超精深度离散:影响外圆尺寸集中,造成沟磨尺寸离散。 |
5 |
圆 度 |
A.圆度大:影响外沟磨、超精圆度;细磨工序修复困难;影响装配游隙的配档及振动低频。 |
2 |
锥 度 |
A. 细磨修复困难。 |
2 |
外 观 |
/ |
/ |
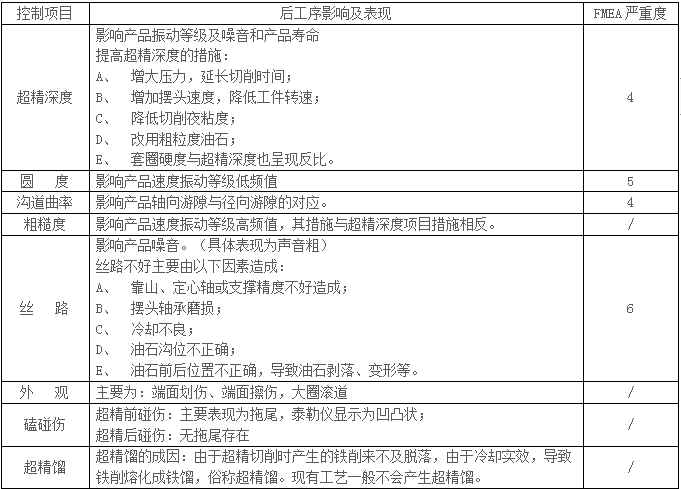
6.外沟磨削工序
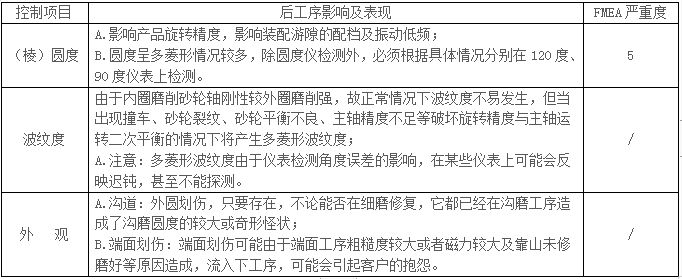
7.内径工序
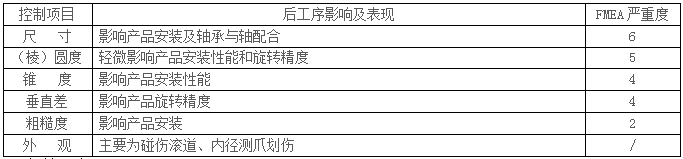
8.超精工序